
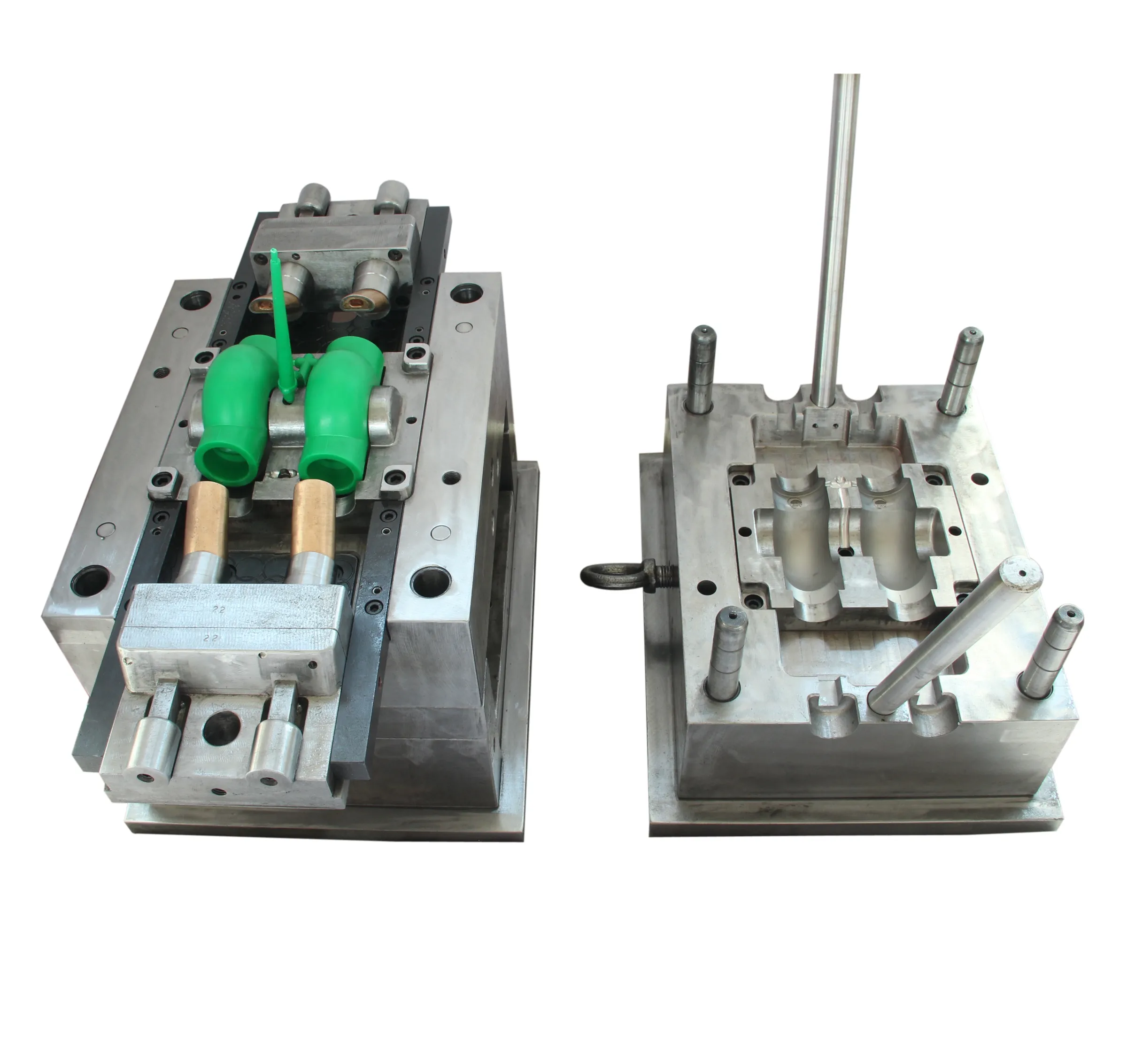
UPVC 50mm弯头90°管件模具
模具名称:UPVC 50mm弯头90°管件模具
腔体:4 个腔体
模具尺寸:50mm
模具钢:型腔和型芯采用德国2316、中国2316或4cr13
登机口:直接登机口
模具结构:角销、油缸
型芯/型腔硬度:真空热处理后HRC 40-45°度
注塑机:300T
台州市黄岩宏进模具有限公司成立于2002年。我们专业设计和制造管件模具超过23年。
我们期待与您的长期合作。
以下是主要信息,供大家参考。
PVC模具设计阶段的难点
复杂的流道和浇口设计
难点:PVC熔体粘度高,流动性差。为了同时均匀地填充模具型腔的所有部分(特别是薄壁和远端部分),流道(主通道和支通道)和浇口的设计至关重要。
具体挑战:
流道平衡:保证从注塑机喷嘴到各型腔末端的压降和流动时间一致,防止短注射(填充不足)或过压保压(溢流、内应力高)现象。
浇口位置及形式:浇口位置选择不当,会导致薄弱承压区出现焊痕,严重影响管件的爆破压力。浇口的尺寸也需要精确计算。太小,剪切时会产生大量热量,易分解;如果太大,冷却慢,周期长,浇口拆除困难。
冷料井及排气:PVC容易冷却,必须设计有效的冷料井,以捕获前方冷料。同时,复杂型腔容易产生滞留气体,需要设置合理、足够的排气槽,否则可能会造成燃烧(分解)、材料短缺等问题。
型腔设计和收缩率估算
难点:PVC的成型收缩率不是一个固定值,它受树脂牌号、配方(如填料含量)、工艺参数(温度、压力)等多种因素的影响。
具体挑战:设计人员必须根据经验和对材料的深入了解,为模具的不同部分分配不同的收缩率。例如,厚肉和薄肉的收缩率不同,沿流动方向和垂直方向的收缩率也不同。不准确的估算会导致最终产品的尺寸偏差,特别是影响管件的螺纹连接尺寸和承插管件尺寸。
冷却系统设计
难点:PVC是一种热敏材料,必须在模具内有效、均匀地冷却。
具体挑战:
冷却均匀:管道结构不规则、壁厚不均匀导致冷却速率不一致。冷却慢的零件收缩较多,产生缩痕、翘曲变形、内应力。
水路布置:在复杂的模架、型芯中,需要将冷却水路布置得尽可能靠近、平衡地布置在型腔表面,这对加工能力是一个巨大的考验。冷却不均匀直接导致生产周期延长、产品良率下降。
脱模系统设计
难点:PVC管件通常有内螺纹、倒扣或复杂的罗纹结构。
具体挑战:
抽芯机构:需要设计复杂的滑块、斜顶等抽芯机构来实现脱模。这些机构的设计必须精确、可靠、运动平稳、无干扰,并具有足够的强度和耐磨性。
顶出平衡:顶销的布置必须保证管件顺利、同步顶出。任何不平衡都会导致产品发白、变形,甚至破裂。
电子邮件
微信










 Whatsapp
Whatsapp 电话
电话