
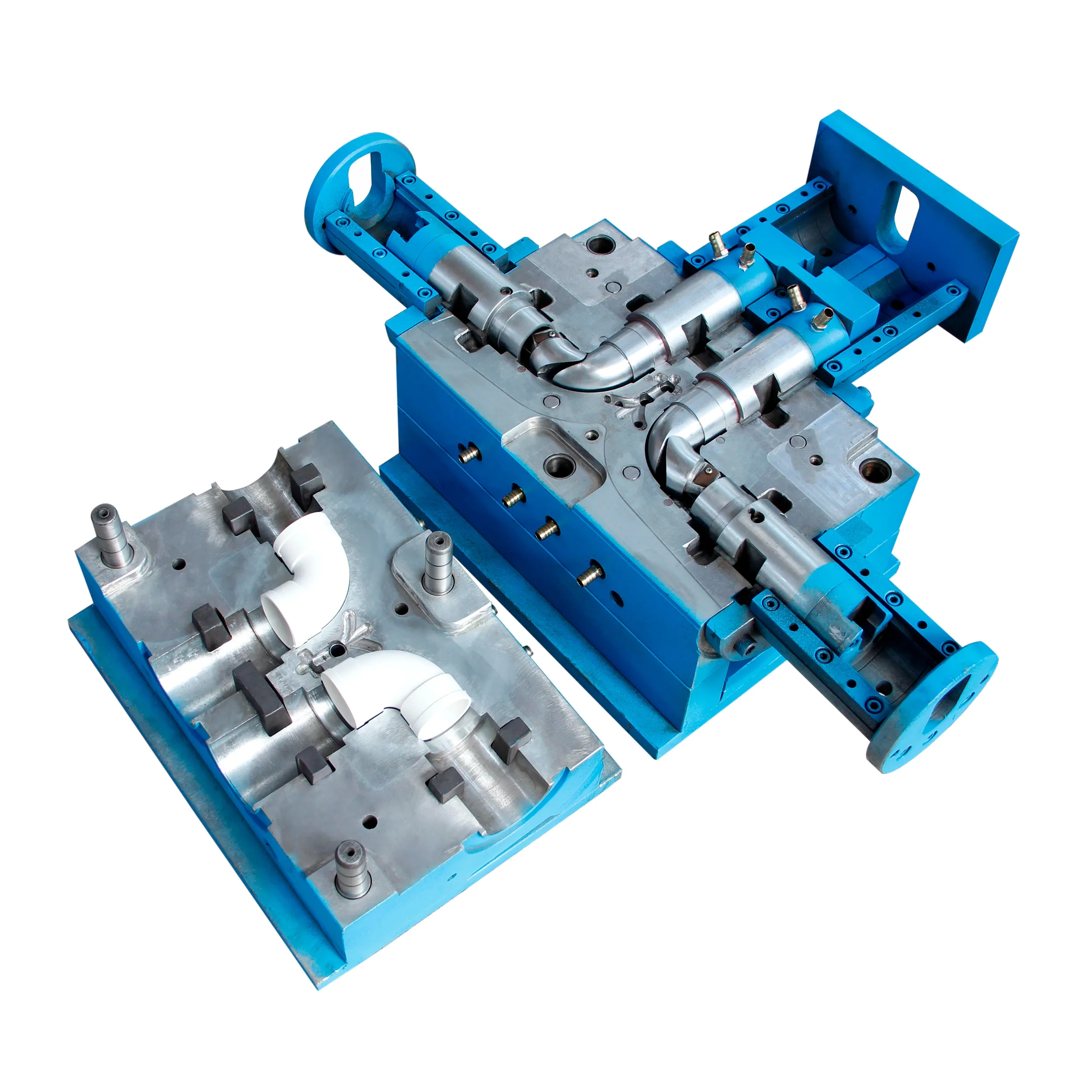
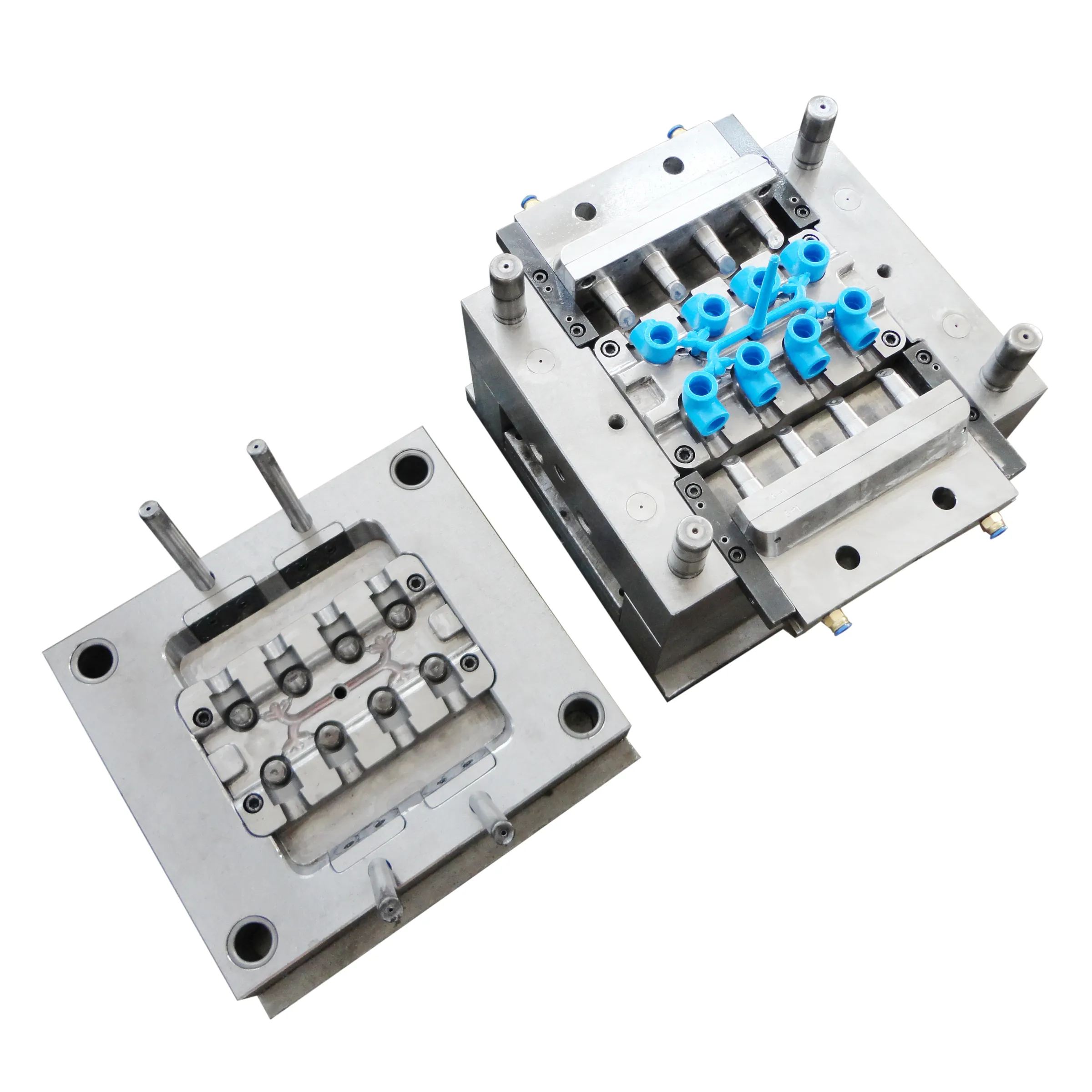
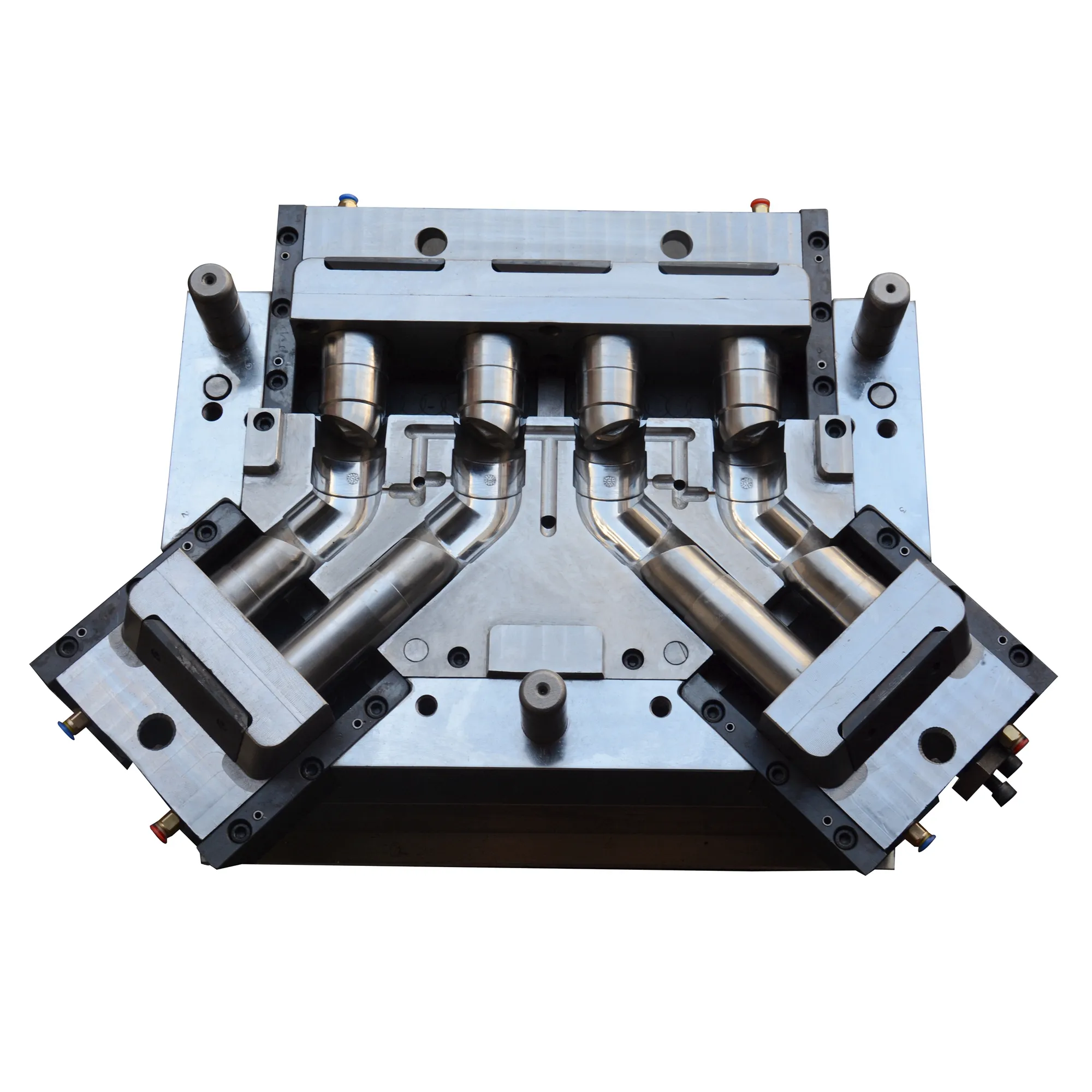
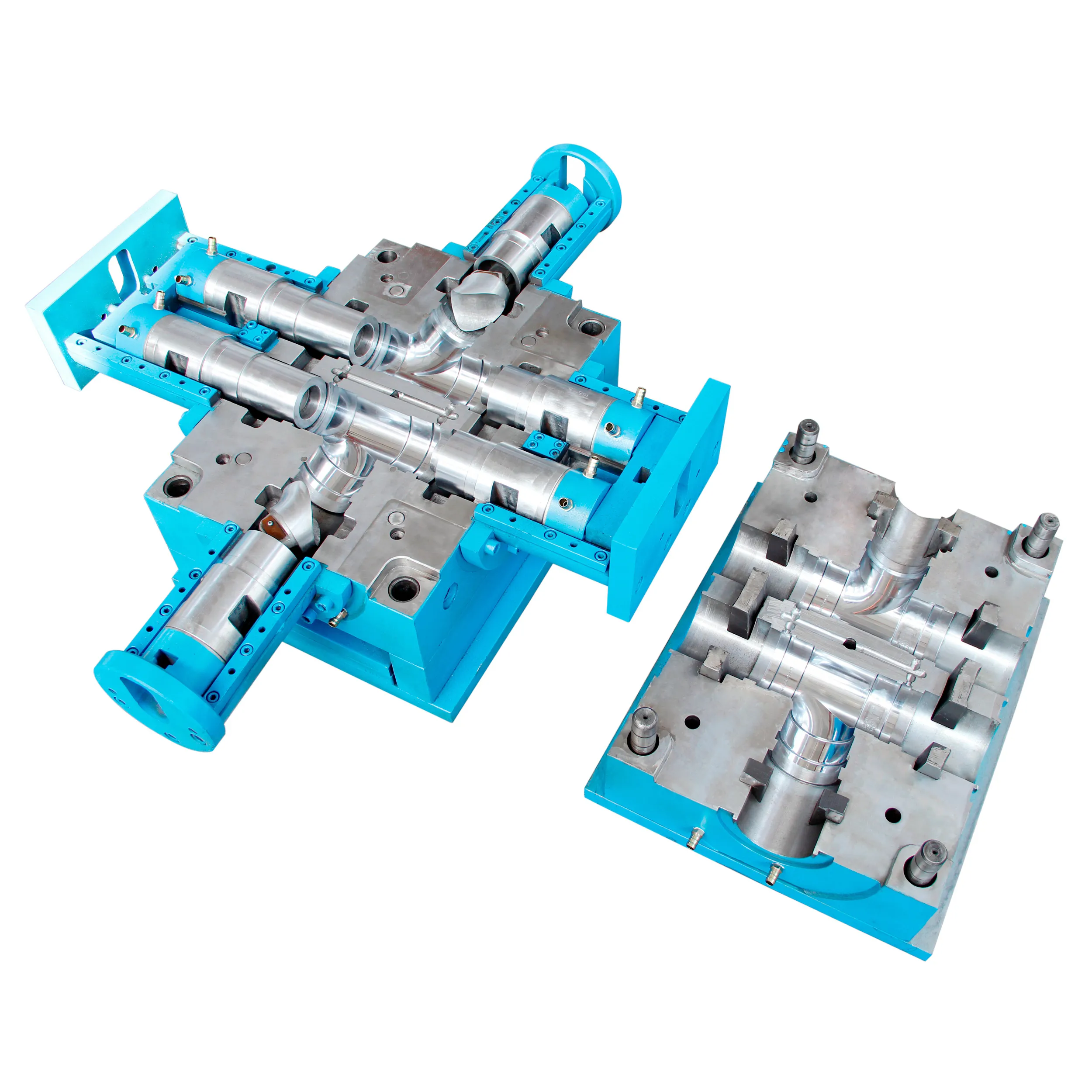
PVC弯头90°注塑管件模具
模具名称:PVC弯头90°注塑管件模具
腔体:8 个腔体
模具尺寸:40-50mm
模具钢:型腔和型芯采用德国2316、中国2316或4cr13
登机口:直接登机口
模具结构:角销
型芯/型腔硬度:真空热处理后HRC 40-45°度
注塑机:250-320T
PVC注射问题及解决方法
1、缺料:管件注塑过程中经常会出现无法充满模具的现象。注塑机刚开始工作时,由于模具温度太低,PVC熔融料热损失大,易产生早期凝固,模腔阻力大,材料不能充满模腔。这种现象很正常,也是暂时的,连续注入数字模型后就会自动消失。如果始终无法充满模具,请考虑以下情况并进行适当调整:
1:注射料温度低,流动性差,可适当提高加热温度,以改善材料的塑化和流动性。
2:设定注塑周期短,或材料不足,可适当增加注射时间和增加溶胶量。
3:若设定压力太低或注射压力转换为保压压力的时间太早,可适当提高注射压力或调整保压压力转换的时间。
4:注射速度低,可适当提高注射速度。
5:流道系统结构尺寸较小,可适当加大主、分流通道或闸门的容积做大
6:模具排气不好,可适当修改浇口位置或开排气槽。
7:薄壁充模困难,可调整制品结构或改变浇注系统。
电子邮件
微信







 Whatsapp
Whatsapp 电话
电话